







Где китайские заводы автозапчастей внедряют инновации?
2026-01-10
Часто слышу вопрос: Ну и где там ваши инновации? Копируют же всё. А на деле, точки роста разбросаны в самых неожиданных местах — не в громких презентациях, а в цеху, у станка, в постоянной борьбе за клиента, который с каждым годом хочет и дешевле, и качественнее. Инновация здесь — это часто не прорывная технология, а умное, точечное решение конкретной производственной боли. И главный драйвер — даже не внутреннее R&D, а жёсткие требования глобальных цепочек поставок. Вот об этом и поговорим, без глянца.
Не что, а где и как: смена парадигмы
Раньше всё было просто: берём чертёж, настраиваем оборудование, штампуем. Инновацией считалась покупка нового японского станка. Сейчас всё иначе. Клиент, особенно европейский или для локализованного в Китае завода VW или Tesla, приходит с запросом не на деталь, а на решение. Нужна не просто кронштейн, а кронштейн на 15% легче, с гарантией усталостной прочности в N циклов, с полным пакетом данных по каждому этапу литья. И вот здесь начинается самое интересное.
Основное поле для инноваций сместилось в сторону материаловедения и аддитивных технологий для оснастки. Многие цеха выглядят скромно, но в их лабораториях вовсю экспериментируют с составами алюминиевых сплавов, полимерами, заменяющими металл в ненагруженных узлах, или с покрытиями. Не создают новый материал с нуля, но тонко адаптируют существующие под специфику нагрузки и стоимость. Это тихая, но критически важная работа.
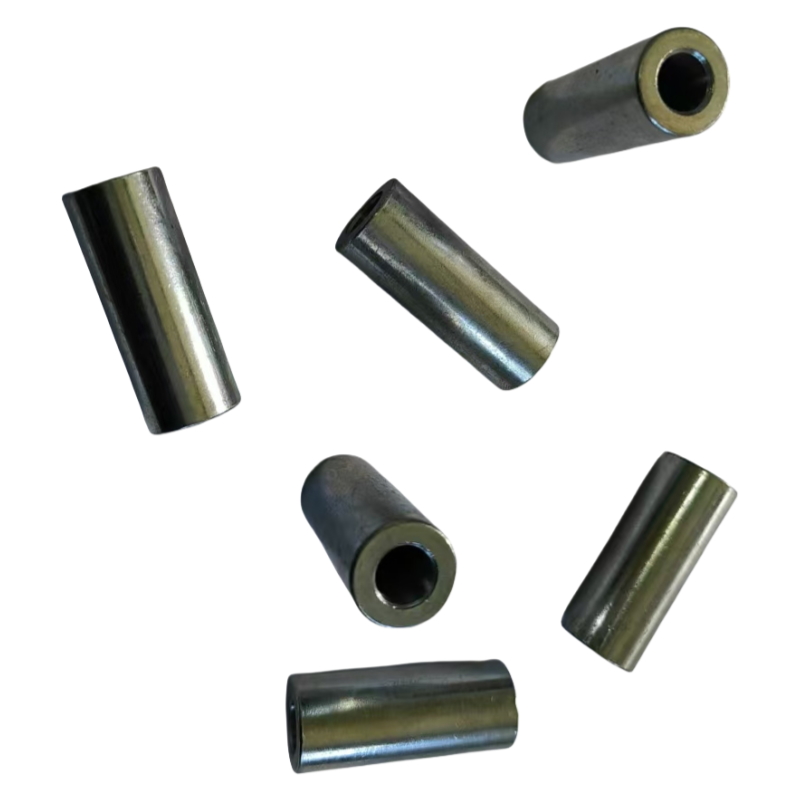
Яркий пример — медные компоненты для систем охлаждения и электромобилей. Тут инновация — в чистоте сплава, технологии пайки и минимизации потерь при обработке. Загляните на сайт Liaocheng Kexin Copper Industry Co., Ltd. (https://www.kxcopper.ru). Это как раз то самое предприятие — Компания ООО Ляочэн Кексин медь, комплексное производство с фокусом на автозапчасти. Их прогресс виден не в лозунгах, а в том, как они вышли на поставки для серьёзных Tier-1 поставщиков. Секрет? Не в размере, а в глубокой специализации на меди и её сплавах, плюс интеграция контроля качества прямо в технологическую цепочку. Это и есть та самая точечная инновация в нише.
Цифра не для отчёта, а для пресса
Все говорят про Индустрию 4.0, и у многих китайских заводов теперь есть красивые диспетчерские с большими экранами. Но в 80% случаев это бутафория для приёма делегаций. Настоящая цифровизация происходит точечно и имеет конкретную экономическую цель: снизить процент брака и предсказать поломку станка.
Наиболее продвинутые внедряют системы машинного зрения на финальном контроле. Камера не просто видит деталь, а сверяет её с 3D-моделью с точностью до микрона, сразу отсеивая дефекты литья или обработки. Это даёт невероятное преимущество в переговорах: ты можешь предоставить клиенту не выборочный протокол испытаний, а данные по 100% продукции. Для немецкого заказчика это часто весомее, чем низкая цена.
Другое направление — цифровые двойники пресс-форм и литьевых форм. Раньше изготовление оснастки было чёрным ящиком: сделали, испытали, не подошло — переделываем, теряем недели. Сейчас моделируют процесс литья или штамповки в ANSYS или местных аналогах, предсказывая усадку, напряжённость. Это резко сокращает время выхода на стабильное качество. Правда, требует компетенций, которых на старых заводах катастрофически не хватает. Отсюда и бутафория — купить систему проще, чем вырастить инженера, который с ней будет работать на полную.
Проблема кадров: слабое звено
И это, пожалуй, главный тормоз. Между новым, умным станком с ЧПУ и готовой деталью стоит оператор-наладчик. Часто это человек 45-50 лет, который научился работать на старом оборудовании по ощущениям. Переучить его работать через интерфейс софта, читать цифровые отчёты — задача титаническая. Молодёжь же, которая с гаджетами на ты, не хочет идти в шумный и, будем честны, не самый престижный цех. Этот разрыв создаёт странную картину: на заводе может стоять последняя модель немецкого обрабатывающего центра, а программа для него пишется методом тыка старым мастером, и половина её функций не используется. Инновация упёрлась в человеческий фактор.
Давление зелёного перехода как катализатор
Экологические нормы — это уже не просто бумажная волокита. Для заводов, работающих на экспорт в ЕС, это жёсткое техническое требование. И тут инновации носят вынужденный, но оттого не менее эффективный характер.
Например, гальванические линии. Традиционное хромирование или цинкование — грязный процесс. Сейчас активно внедряются технологии PVD (физическое vapor deposition) или трибо-динамическое покрытие. Они дороже в setup, но исключают токсичные стоки, что в долгосрочной перспективе спасает от огромных штрафов и позволяет получить зелёный сертификат. Это прямая инвестиция в будущие контракты.
Другое направление — рециклинг стружки и обрезков прямо на производстве. Раньше это считалось мелочью. Сейчас, с ростом цен на алюминий и медь, установка компактной линии по переплавке собственных отходов в слитки для повторного использования окупается за год-два. Это инновация, рождённая не от хорошей жизни, а от прагматичного расчёта. И такие решения часто рождаются не в R&D отделе, а по инициативе начальника цеха, который видит, сколько денег буквально уходит в мусор.
Цепочка поставок: инновация как синергия
Отдельный завод-изготовитель запчастей сегодня редко работает в вакууме. Его инновации завязаны на его клиентов (Tier-1, автопроизводителей) и его собственных поставщиков (металлургов, производителей полимеров).
Самые успешные кейсы — это когда инженеры завода-изготовителя автозапчастей совместно с технологами металлургического комбината разрабатывают специальный сортамент проката. Допустим, для холодной штамповки ответственных деталей подвески нужна сталь с очень узким допуском по твёрдости и специфической кристаллической структурой. Их совместная работа над этим — и есть инновация на стыке отраслей. Она не патентуется как изобретение, но даёт обоим конкурентное преимущество.
Обратная связь от клиентов тоже стала источником изменений. Многие перешли от поставки коробок с деталями к поставкам в специальной многоразовой таре, с чипами RFID. Это кажется мелочью? Но для сборочного конвейера, где каждая секунда на разгрузке и логистике на счету, такая инновация в упаковке ценнее небольшого улучшения в геометрии самой детали. Это опять к тому, что инновация — это решение проблемы, а проблема не всегда техническая.
Заключение: инновация как выживание
Так где же внедряют? Ответ: везде, где сталкиваются с проблемой, которая угрожает либо стоимости, либо качеству, либо самому наличию заказа. Это не системный марш под знамёнами технологий будущего. Это ежедневная, рутинная, часто невидимая со стороны оптимизация.
Главный тренд последних лет — уход от универсальности. Заводы, которые пытаются делать всё подряд, проигрывают тем, кто, как тот же Ляочэн Кексин, закопался в одну тему — медь для автомобилей — и выжал из неё максимум по части чистоты процессов, контроля и логистики. Их сайт kxcopper.ru — это просто витрина; реальная работа видна в их устойчивых позициях в спецификациях.
Поэтому, когда спрашивают про инновации, я теперь всегда уточняю: вы про какие? Про те, что в пресс-релизах, или про те, что позволяют заводу в Шаньдуне стабильно поставлять тысячу идеальных патрубков радиатора в неделю для завода в Саксонии, и чтобы ни один не был забракован? Второе, на мой взгляд, и есть настоящая, грязная и абсолютно необходимая инновационная работа. Без пафоса, но с результатом.