







Китайские грузовые автозапчасти: технологии и качество?
2026-01-21
Вопрос, который постоянно всплывает в разговорах с клиентами и коллегами. Многие до сих пор представляют себе некую серую массу ?no name? продукции, где качество — лотерея. Но реальность, по крайней мере за последние лет 7-8, ушла далеко вперёд. Давайте без глянца, по фактам.
От стереотипов к конкретным заводам
Раньше главным аргументом был только ценник. Сейчас ситуация иная. Ключевое изменение — появление предприятий, которые не просто копируют, а адаптируют и часто улучшают инженерные решения под специфику рынков СНГ. Речь не о всех, конечно. Но если раньше нужно было искать иголку в стоге сена, то сейчас таких ?иголок? — целые кластеры.
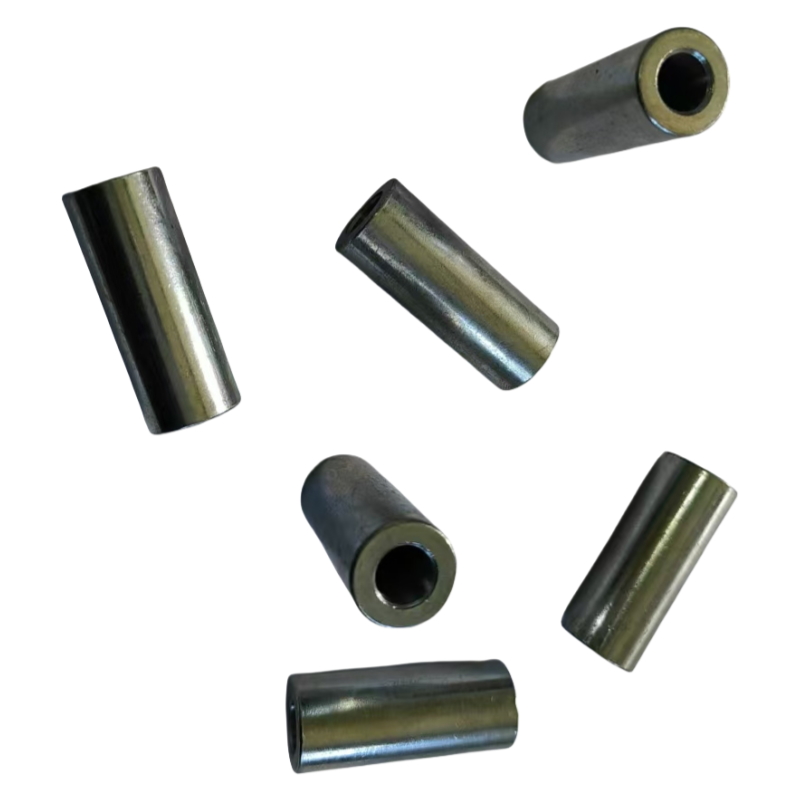
Возьмём, к примеру, сайт Liaocheng Kexin Copper Industry Co., Ltd. (https://www.kxcopper.ru). В их описании заявлено, что это комплексное предприятие по механической обработке и производству автозапчастей. Это важный нюанс. ?Комплексное? часто означает контроль над большей частью цепочки: от заготовки (у них это медь и сплавы) до финальной обработки. Для таких деталей как радиаторы, трубки, штуцера, элементы топливной системы — это критически важно. Потому что качество начинается с материала.
Я помню, как лет десять назад мы закупали партию медных трубок для пневмосистем. Проблема была не в геометрии, а в самой меди — она была слишком хрупкой, трескалась при вибрации. Сейчас же многие производители, включая Kexin, работают на своём сырье, что позволяет выдерживать химический состав и, как следствие, пластичность, коррозионную стойкость. Это уже не кустарный цех, а полноценное инженерное производство.
Технологии: где реальный прогресс, а где маркетинг?
Часто вижу в каталогах красивые слова: ?CNC станки?, ?лазерная резка?, ?роботизированная сварка?. Вопрос в том, как это применяется. В производстве грузовых автозапчастей ключевое — это точность литья (для корпусов насосов, например) и стабильность термообработки для ответственных деталей подвески или трансмиссии.
Прогресс ощутим именно здесь. Например, для производства кронштейнов рессор или рычагов теперь массово используется не просто штамповка, а последующая дробеструйная обработка для снятия внутренних напряжений. Это напрямую влияет на усталостную прочность. Раньше об этом задумывались единицы, сейчас это становится стандартной практикой на заводах среднего и выше уровня.
Но есть и подводные камни. ?Роботизированная сварка? — это здорово, но если программа и параметры настроены неправильно, шов будет красивым, но непрочным. Сталкивался с этим на партии кронштейнов глушителя. Визуально — идеально. Но на стенде при вибронагрузках трещина пошла именно по краю роботизированного шва. Оказалось, проблема в подготовке кромок — робот варил то, что ему дали, а заготовки имели разброс по толщине. Так что технологии — это лишь инструмент. Важнее культура производства и контроль на каждом этапе.
Качество: как его оценить до заказа?
Самый больной вопрос для импортёра. Сертификаты бывают разными. Личный опыт научил: нужно смотреть не на финальный сертификат соответствия, а на протоколы испытаний конкретных партий. Хороший признак — когда производитель сам предоставляет данные по твёрдости, химическому анализу, результатам испытаний на износ для деталей трения.
Ещё один практический момент — упаковка и маркировка. Это кажется мелочью, но это индикатор. Если деталь, скажем, тормозной диск, упакована в вакуумную плёнку с ингибитором коррозии и имеет лазерную маркировку с номером партии и материалом (например, ЧЧГ-40 вместо просто ?чугун?) — это говорит о системном подходе. У того же Kexin, судя по их продукции, с этим строго. Каждая деталь отслеживаема.
Провальный опыт тоже был. Заказали как-то партию сайлент-блоков для тягачей. По образцам — всё отлично, резина эластичная. Пришла партия — резина на ощупь ?деревянная?. Оказалось, производитель сэкономил на процессе вулканизации, изменив температурный режим. Детали прошли по геометрии, но по физическим свойствам — брак. С тех пор всегда включаем в контракт пункт о выборочных испытаниях в независимой лаборатории перед отгрузкой. Это страхует и нас, и в итоге — репутацию производителя.
Адаптация под наши условия — миф или реальность?
Многие китайские инженеры теперь хорошо знакомы с требованиями к автозапчастям для российских, казахстанских, белорусских дорог и климата. Это не просто маркетинговая фраза. Вижу это по изменениям в конструкциях.
Например, опоры амортизаторов или шаровые опоры. Раньше часто ставили пыльники из стандартной резины, которая на нашем морозе дубела и трескалась за сезон. Сейчас многие заводы, сотрудничая с дистрибьюторами из СНГ, перешли на морозостойкие составы полиуретана или специальной резины. Или взять радиаторы. Стали чаще использовать пайку с более тугоплавким припоем для лучшей стойкости к перегреву, который у нас не редкость из-за пробок и работы в тяжёлых режимах.
Это и есть тот самый переход от простого копирования к осмысленному производству. Завод не просто делает деталь по чертежу, а понимает, в каких условиях она будет работать. Это и есть главный показатель зрелости отрасли.
Что в итоге? Взгляд из мастерской
Если обобщить, то рынок китайских грузовых запчастей резко расслоился. Есть нижний сегмент — дешёвый расходник, где качество всё ещё лотерея. Но есть и уверенный средний и даже верхний сегмент, где конкуренция идёт уже не по цене, а по технологичности, контролю качества и сервису.
Выбирая поставщика, сейчас уже нельзя просто найти того, кто дешевле. Нужно смотреть глубже: есть ли у завода своё металлургическое или литейное производство? Как организован входной контроль сырья? Есть ли современное измерительное оборудование (координатно-измерительные машины, спектрометры)? Готовы ли они предоставить детальные данные по материалам?
Компании вроде Liaocheng Kexin Copper Industry показывают именно этот путь: специализация на материале (медь и сплавы) и глубокой механической обработке. Это создаёт устойчивое конкурентное преимущество перед теми, кто просто скупает полуфабрикаты и собирает их. Так что, отвечая на вопрос из заголовка: технологии стали существенно ближе к мировым, а качество при правильном выборе поставщика уже давно перестало быть синонимом компромисса. Но расслабляться нельзя — проверять, тестировать и требовать документацию нужно всегда. Это единственный рабочий метод в нашем деле.