







Китай: инновации в автозапчастях?
2026-01-16
Когда слышишь это, первая реакция часто — скептическая ухмылка. ?Инновации? Там же только копируют?. Я и сам так думал лет десять назад. Но сейчас, после тонн перебранных образцов, десятков поездок на заводы и, что важнее, после нескольких дорогостоящих ошибок, я скажу иначе: да, инновации есть, но они выглядят не так, как мы привыкли ожидать. Это не всегда про прорывные технологии, чаще — про адаптацию, оптимизацию процесса и умение дать рынку именно то, что ему нужно по конкретной цене. И иногда в этой практичности рождаются решения, до которых ?традиционные? игроки просто не додумываются.
Откуда растут ноги у стереотипа
История про ?китайский ширпотреб? в автозапчастях — не миф, а этап. Я помню времена, когда главным аргументом была цена, а главной головной болью — непредсказуемое качество партии. Купишь подшипники, в одной коробке — нормально, в другой — брак под 30%. И инновации тогда сводились к тому, как сделать деталь ещё дешевле, часто в ущерб всему. Это создало долгоиграющую репутацию.
Но рынок не стоял на месте. Появились локальные бренды, которые хотели конкурировать не только внутри Китая. Им потребовалось иное качество. А главное — появился спрос со стороны глобальных цепочек поставок. Когда ты начинаешь регулярно поставлять, скажем, кронштейны или элементы топливной системы на сборочный конвейер в Европу, там просто не примут систему ?как получится?. Нужны стабильность, прослеживаемость, соответствие жёстким стандартам. Это стало мощнейшим драйвером изменений.
И вот здесь начинается интересное. Китайские производители, особенно те, что работают с металлом — литьём, обработкой — стали очень быстро учиться. Не всегда с первого раза, конечно. Я видел заводы, которые вкладывались в немецкие станки, но годами не могли выйти на нужный допуск из-за неправильной организации контроля на каждом этапе. Это был болезненный, но необходимый путь. Сейчас же многие цеха, особенно в кластерах типа Чжучжоу или в провинции Шаньдун, по оснащению не уступают, а по уровню автоматизации часто превосходят многие европейские МСБ.
Инновация как ?прагматичная оптимизация?
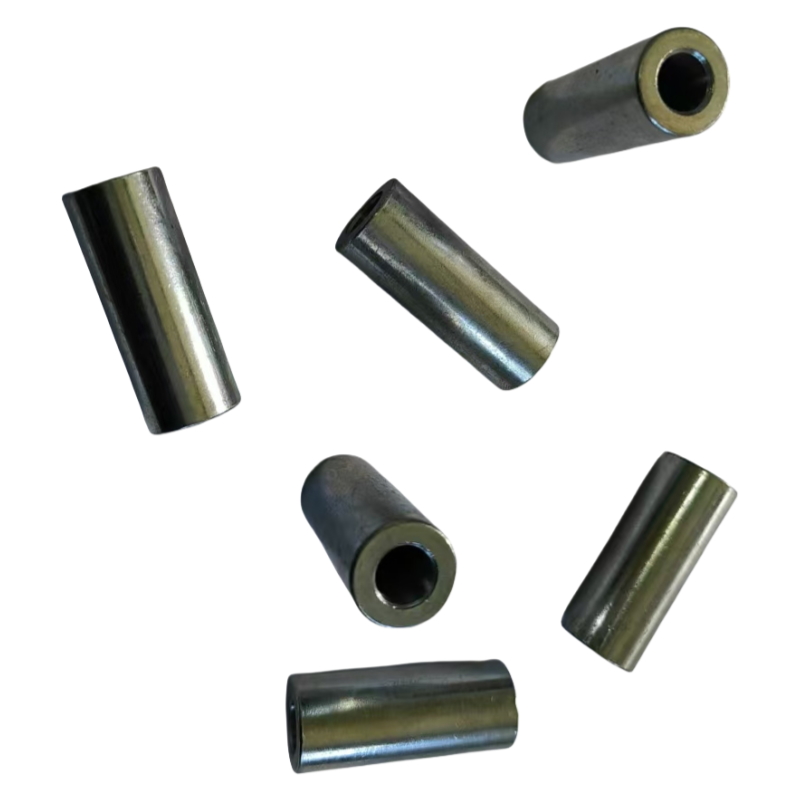
Давайте на примере. Возьмём, казалось бы, простую вещь — медные трубки для гидравлических или топливных систем. Казалось бы, что тут нового? Трубка и трубка. Но когда мы работали над проектом для одного скандинавского производителя спецтехники, встала проблема стойкости к вибрациям и перепадам температур в арктических условиях. Материал — стандартная медь, но требования к кристаллической структуре, отсутствию внутренних напряжений после гибки были запредельные.
Тут и проявился подход, который я называю прагматичной инновацией. Китайский поставщик (не буду называть, не реклама) не стал изобретать новый сплав. Он детально разобрал весь техпроцесс: от выбора заготовки, скорости и температуры протяжки, до технологии отжига после формовки. Они построили, по сути, цифровую модель деформации металла для каждой конфигурации трубки. В итоге, методом тончайшей настройки существующего оборудования и контроля на каждом микроэтапе, получили продукт с исключительной усталостной прочностью. Это не патент на новый материал, это инновация в процессе и контроле качества. И она родилась из конкретной, срочной потребности заказчика.
Ещё один кейс — интеграция производства. Взять, к примеру, сайт Liaocheng Kexin Copper Industry Co., Ltd. (ООО ?Ляочэн Кексин Медь?). Это типичный пример современного среднего предприятия. Они позиционируют себя как комплексное производство по механической обработке, специализируясь на автозапчастях. Их сила — не в одном гигантском цехе, а в том, что они контролируют цепочку: от сырья (медных сплавов) до готовой детали — будь то медный фитинг, теплообменник или сложный кронштейн. Это позволяет им быстро экспериментировать с техпроцессом, минимизировать брак и, что критично, гибко подстраиваться под мелкосерийные, но сложные заказы. Для западного инженера, который привык заказывать заготовку у одного, обработку у другого, а сборку у третьего, такая вертикальная интеграция — это и есть инновация в организации, сокращающая сроки и риски.
Где спотыкаются: подводные камни ?инноваций?
Конечно, не всё гладко. Самый большой риск — это разрыв между инженерным отделом и производственным цехом. Часто на завод приезжаешь, видишь прекрасное лабораторное оборудование, инженеры показывают сертификаты по ISO, IATF. Но спускаешься в цех — и видишь, что оператор станка с ЧПУ вносит коррективы в программу ?на глазок?, потому что так ?быстрее?. Или контроль первой и последней детали в партии есть, а выборочный контроль в середине смены — уже нет. Это бич.
Поэтому моё правило: никогда не оценивай завод по презентации. Нужно смотреть на три вещи: 1) как ведётся учёт и маркировка заготовок на каждом этапе, 2) как часто и кем калибруется измерительный инструмент прямо в цеху, 3) что происходит с браком — его просто выбрасывают в угол или есть система анализа причин (что-то вроде ихнего 8D, но адаптированного). Без этого все инновации — на бумаге.
Ещё одна проблема — ?гибкость?, которая граничит с хаосом. Меняешь в техзадании диаметр отверстия на полмиллиметра — они делают. Но порой не вносят это в итоговую спецификацию, и следующая партия может уйти уже по старому чертежу. Приходится выстраивать жёсткий протокол подтверждения любых изменений, лучше — с образцами-эталонами. Это не про плохую работу, это про разницу в менталитете ведения проектов. Их сила — быстро среагировать, наша задача — направить эту скорость в управляемое русло.
Материалы и экология: тихая революция
Сейчас один из самых горячих трендов — это работа с материалами под требования экологии и экономии. И здесь Китай активно включается. Речь не только об электромобилях. Например, переход на бессвинцовые медные сплавы для деталей, контактирующих с топливом или тормозной жидкостью. Европейские директивы RoHS, REACH стали для многих китайских поставщиков не барьером, а возможностью.
Я видел, как на заводе в Шаньдуне буквально за год перестроили линию литья под новый, более сложный в обработке, но экологичный сплав. Были проблемы с усадкой, с обработкой резанием. Но они справились, потому что был конкретный крупный заказ от немецкого автопроизводителя с жёстким дедлайном. Сейчас они — одни из экспертов в этом узком сегменте. Это инновация, рождённая внешним давлением, но усвоенная и превращённая в компетенцию.
То же самое с уменьшением веса. Запрос на облегчение детали без потери прочности — это всегда вызов. Комбинация компьютерного моделирования (FEA-анализ), которое сейчас доступно и в Китае на очень хорошем уровне, с экспериментальным литьём под давлением или ковкой даёт интересные результаты. Порой присылают образец кронштейна, который выглядит ажурно, почти хлипко. Но нагрузочные тесты показывают, что он держит. Они просто убрали материал там, где он не работал, по результатам симуляции. Для массового производства это колоссальная экономия и на материале, и на логистике.
Что в итоге? Взгляд из цеха
Так есть ли инновации? Однозначно, да. Но это не про громкие заявления и концепт-кары. Это инновации ?снизу?, от производственников и инженеров, которые ежедневно решают задачи: как сделать надежнее, как сделать точнее, как сделать дешевле — и чтобы все три условия сошлись. Это инновации в управлении цепочкой поставок, в интеграции процессов, в адаптации материалов.
Работать с китайскими поставщиками автозапчастей сегодня — это уже не игра в рулетку. Это сложная инженерная задача. Ты должен чётко формулировать требования, быть готовым погрузиться в техпроцесс, вкладываться в совместную разработку и выстраивать систему контроля. Если ты это делаешь, то можешь получить не просто деталь, а оптимизированное, зачастую — более clever-решение, чем предложат на родине.
Главное — отбросить старые стереотипы. Их заводы — не тёмные задворки, а часто высокотехнологичные площадки. Их инновации — не в патентах, а в ноу-хау, которое сидит в головах технологов и зашито в логику их производственных линий. Игнорировать это — значит упускать огромный пласт возможностей для отрасли. Вопрос не в том, ?инновации ли это?, а в том, готов ли ты эту специфическую, приземлённую, но оттого не менее ценную инновационность увидеть и использовать.