







Китай: заводы запчастей внедряют инновации?
2026-01-09
Когда слышишь этот вопрос, первая реакция часто — скептическая ухмылка. ?Инновации? в Китае? Многие коллеги из СНГ до сих пор представляют себе гигантские конвейеры, штампующие простейшие болты и втулки тоннами, где главная инновация — это скидка за объем. Я и сам лет десять назад так думал, пока не начал плотно работать с поставщиками в Шаньдуне, Цзянсу, Чжэцзяне. Оказалось, картина куда сложнее и интереснее. Да, массовое производство дешевых деталей никуда не делось, это основа. Но над этим слоем уже давно вызревает другой — где разговор идет не о цене за килограмм, а о допусках, материалах и, как ни удивительно, о собственных инженерных решениях. Вопрос не в том, внедряют ли они инновации, а в том, какие именно, для какого сегмента рынка и с какими, скажем так, специфическими издержками. Попробую разложить по полочкам, как это выглядит изнутри, на примерах, с которыми сталкивался лично.
От копирования к адаптации: эволюция под капотом
Начнем с корней. Классический путь китайского производителя запчастей — реверс-инжиниринг. Привез образец, разобрал, сделал чертеж, запустил в производство. Лет 15 назад на этом все и заканчивалось. Качество? Как повезет. Сейчас этот этап — лишь точка старта для многих серьезных заводов. Почему? Потому что слепое копирование перестало работать даже для рынков развивающихся стран. Клиенты из Казахстана, России, Беларуси стали привозить не просто ?болт от КамАЗа?, а целый список проблем: деталь не выхаживает ресурс, корродирует в конкретных условиях, шумит. Запрос сместился с ?сделай такое же? на ?сделай, чтобы работало у нас?.
Вот конкретный кейс. Работали с одним заводом под Нинбо над тормозными суппортами для коммерческого транспорта. Прислали им европейский образец. Сделали точную копию — на испытаниях в условиях зимней дорожной химии поршень закисал через 20 тысяч км. Инженеры завода, а не мы, предложили изменить состав резины в манжете и добавить микро-канавку для отвода грязи. Не революция, но важная адаптация. Ключевое — они сами провели цикл испытаний в солевой камере. Это уже не кустарная мастерская, это заводы запчастей с примитивной, но своей R&D-лабораторией.
Такая адаптация — главная, но невидимая со стороны инновация. Ее не афишируют в глянцевых брошюрах, но именно она позволяет компаниям удерживать лояльных клиентов. Ошибка в том, чтобы ждать от них прорывных технологий вроде новой формулы сплава — это редкость. Их сила — в быстрой итерации ?получил фидбэк — внес изменение — проверил?. Правда, и здесь есть подводные камни: иногда ?улучшения? вносят без должного расчета, что приводит к новым поломкам. Приходится жестко контролировать.
Материалы и оборудование: где реальный прогресс?
Если говорить о фундаментальных изменениях, то они идут в двух направлениях: что обрабатывать и чем обрабатывать. С материалами ситуация парадоксальная. Крупные, хорошо финансируемые заводы все чаще работают с предсказуемыми марками стали и чугуна от местных металлургических гигантов вроде Baosteel. Качество стабилизировалось. Но для многих автозапчастей критичны цветные металлы и сплавы. Здесь прогресс заметнее.
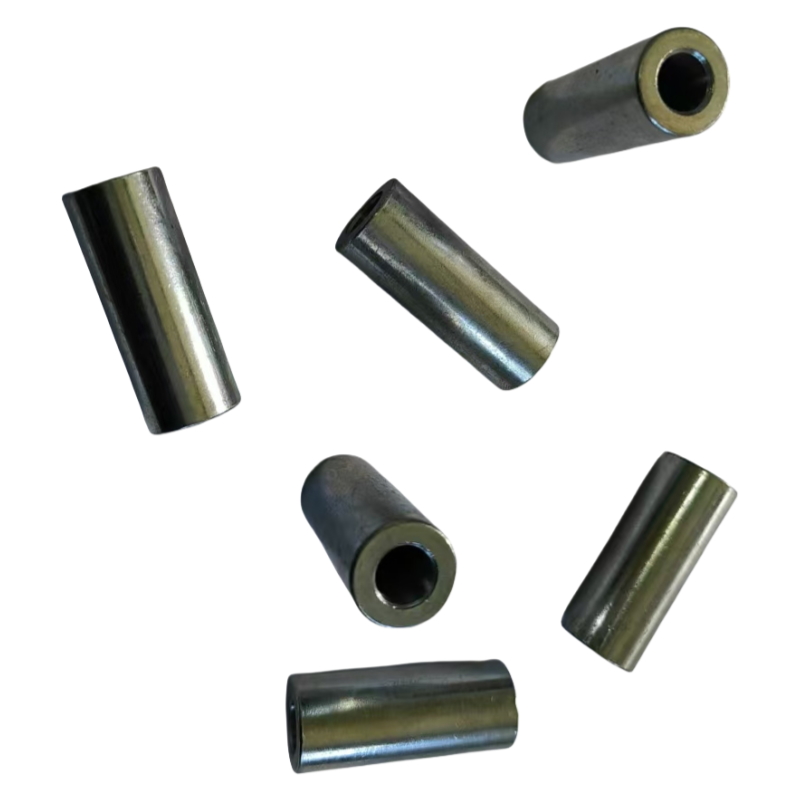
Возьмем, к примеру, сайт https://www.kxcopper.ru. Это Liaocheng Kexin Copper Industry Co., Ltd. (ООО ?Ляочэн Кексин Медь?). Компания позиционирует себя не как перепродавец, а как комплексное предприятие по механической обработке и производству. Их фокус — детали из меди и медных сплавов (радиаторы, втулки, фитинги). Что важно? Они явно вкладываются в точное литье и обработку. На их странице видны не просто прутки, а готовые, довольно сложные детали с обработкой пазов и отверстий. Это показатель. Пять лет назад большинство таких фабрик продавали бы полуфабрикат. Сейчас они предлагают готовое решение, что снижает логистические издержки и риски для импортера. Их инновация — в вертикальной интеграции: от сплава до чистовой обработки под контролем одного предприятия. Это не технология мирового уровня, но серьезный шаг для регионального игрока.
С оборудованием история еще показательнее. Пройдешься по цеху современного завода в Уси или Дунгуане — и глаза разбегаются. Японские станки Fanuc, немецкие обрабатывающие центры, швейцарские измерительные машины. Парадокс в том, что ?железо? часто лучше, чем инженерная культура его использования. Купят дорогой пятиосевой станок, а программируют его для простейших операций, потому что нет кадров. Инновация здесь вынужденная: чтобы конкурировать, нужно обеспечивать стабильность размеров в огромной партии. Отсюда и гонка за оборудованием. Но настоящая борьба за эффективность (сокращение времени переналадки, уменьшение брака) только начинается.
Цифра и данные: модное слово или рабочий инструмент?
Все китайские поставщики сейчас говорят про ?умное производство? и ?Индустрию 4.0?. В 90% случаев это просто датчики на станках, которые показывают базовую статистику на экране в офисе директора. Настоящее внедрение цифровых систем управления производством (MES) и систем планирования ресурсов предприятия (ERP) — это боль, дорого и долго. Но там, где это сделано, эффект для клиента ощутим.
Я видел завод под Гуанчжоу, который производит подшипники. У них каждая производственная партия имеет цифровой паспорт. По номеру на коробке можно отследить, на какой линии, в какую смену, из какой партии стали и с какими параметрами обработки была сделана эта деталь. Когда к ним пришла рекламация из-за шума в партии, они за сутки проанализировали все параметры по этой партии и нашли корреляцию с незначительным отклонением температуры при термообработке в одну из ночных смен. Это сэкономило месяцы переписки и пробных замен. Для меня это и есть практическая инновация — не ради галочки, а для решения конкретных бизнес-задач: снижения рекламаций и укрепления доверия.
Но таких примеров пока меньшинство. Чаще встречается гибрид: передовая линия для ключевых заказчиков и старый парк станков для всего остального. Движущая сила здесь — давление со стороны крупных международных корпораций, которые размещают заказы в Китае. Их стандарты вытягивают за собой целые цеха. Для среднего импортера из СНГ важно понимать: если вам нужна предсказуемость, ищите поставщика, который уже работает с серьезными европейскими или японскими брендами (пусть и по контракту на второстепенные детали). Их процессы будут на порядок лучше.
Провалы и уроки: когда ?инновации? оборачиваются браком
Нельзя говорить об этом, не вспомнив провалы. Самый частый сценарий — попытка сэкономить на материале под видом ?оптимизации?. Был у меня случай с сайлент-блоками для легковых автомобилей. Завод-поставщик, стремясь выделиться, предложил использовать ?новый, более износостойкий полиуретан собственной разработки?. Цена была привлекательной. Первые образцы прошли стендовые испытания хорошо. Но в реальных условиях, при -25°C, резинометаллический шарнир попросту растрескался. Оказалось, их лаборатория тестировала ресурс на износ, но не проводила полноценных климатических испытаний на морозостойкость. Пришлось снимать всю партию с продаж. Инновация без полного цикла проверки — это огромный риск.
Другой урок — зависимость от конкретных людей. На одном предприятии по производству литых дисков блестяще работала система контроля пористости металла с помощью ультразвука. Технолог, который ее настраивал и интерпретировал данные, уволился. Новый сотрудник не смог разобраться, и проценты брака выросли втрое, хотя оборудование то же. Это системная слабость: технологии иногда опережают подготовку кадров. Поэтому сейчас при оценке завода я всегда спрашиваю не только ?есть ли у вас система X??, но и ?кто ее обслуживает, как обучают персонал, есть ли документация на китайском??. Часто ответы на эти вопросы показывают реальную глубину внедрения.
Что в итоге? Конкуренция двигает прогресс
Так внедряют ли инновации китайские заводы? Да, но выборочно и прагматично. Их драйвер — не абстрактная тяга к прогрессу, а жесткая конкуренция и растущие требования рынка. Они не создадут новый тип двигателя, но могут идеально адаптировать существующую деталь под специфические условия эксплуатации в вашем регионе. Они не изобретут новый композит, но освоят его обработку быстрее и дешевле многих.
Для бизнеса из СНГ это открывает возможности, но требует экспертизы. Нельзя просто заказать по каталогу. Нужно ехать, смотреть, задавать неудобные вопросы про испытания, про контрольные точки на производстве, про историю рекламаций. Искать не самого дешевого, а того, кто понимает, что продает не просто железку, а часть работающего узла. Как та же Liaocheng Kexin Copper Industry Co., Ltd. — они сделали ставку на глубокую переработку меди и готовые решения, а не на сырье. Это и есть их ответ на вызовы рынка.
Будущее, я думаю, за дальнейшей сегментацией. Появятся узкие специалисты, ?заточенные? под конкретные материалы или типы обработки, с глубокой экспертизой. А гиганты, штампующие все подряд, будут либо уходить в еще более низкий ценовой сегмент, либо обрастать настоящими инженерными отделами. Инновации будут приходить точечно: в логистике (трекинг каждой детали), в контроле качества (компьютерное зрение для дефектов), в энергоэффективности. Главное для нас — отличать реальные улучшения в цехе от маркетингового шума в презентации. А это, как всегда, вопрос личного опыта и внимания к деталям.